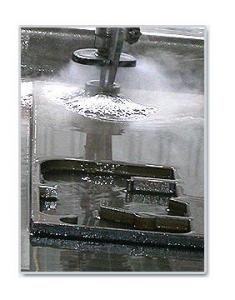
MK Chimney Systems now has in a stock a new machine called the \"FLOW PASER.\" This machine eliminates most cutting problems associated with advanced aerospace composites. Because abrasive waterjets cut using erosive action rather than friction and shearing, the process leaves a finished edge free of frayed or delaminated areas. This minimizes the need for secondary finishing. The PASER\'s low operating temperature does not adversely affect the materials it cuts, and the abrasive jet has a short work time. The PASER can also be adapted for robotic systems of any type.
The PASER cutting system is powered by FLOW\'s unique intensifier pump. The waterjet alone can cut through thin prepregs, foams and cured composites like Kevlar; fiber-reinforced plastic and graphite in a single pass. When abrasives such as garnet are infused into the water stream the abrasivejet is powerful enough to cut through 100 mm of either graphite epoxy or magnesium boron carbide without creating heat-affected zones. The shearing, erosive action of the PASER produces exceptional edge and surface quality. The abrasivejet\'s low contact force eliminates the need for bulky tooling. Its finely focused jet of water cuts reliably and precisely in any direction
Metal matrix composites are often chosen over titanium alloys and graphite epoxy composites because of their high strength-to-weight ratio and low cost. Our new FLOW\'s PASER can machine and pierce them, eliminating expensive diamond tools, heat-affected zones and complicated part supports.
Ceramic composites, such as toughened zirconia, are easily cut with the PASER. The abrasivejet operates at a lower temperature than a laser during the cutting process. The abrasivejet out-performs routers when finishing carbon or carbon and graphite epoxy structures. The abrasivejet\'s light and compact cutting head is able to fit in spaces that are inaccessible to a router, and it produces finished edges faster without fixed tooling.
The most important advantages of water jet cutting:
* Flexibility to adapt to design and material changes
* Minimal kerf
* Requires fewer raw materials and produces less scrap
* Low operating cost- waterjet orifices and abrasive focusing nozzles require replacement less often
* Omni-directional cutting- even at tight inside corners
* No need for extensive part clamping due to minimal lateral and vertical forces
* Single-pass cutting (depending on material thickness)
* No thermal damage
* Net or near-net cutting with little or no hand finishing
* Reduced tooling costs with lighter, flexible tooling
* Cuts thin or thick material
* Able to make many types of shapes with only one tool
* Cuts a wide range of thickness\' with a reasonable tolerance up to 2\" thick (up to 5\" thick in soft materials or where tolerance is less important).
* Clean cutting process without gasses or oils.
 E-mail this Product to friend
E-mail this Product to friend


 Add this Product to Basket
Add this Product to Basket


























 Print this page
Print this page
